

tonic
-
Публикации
401 -
Зарегистрирован
-
Посещение
-
Дней в лидерах
59
Сообщения, опубликованные пользователем tonic
-
-
Стрельните лазером на 1 метр и на 10 метров и сразу удовлетворите свой интерес.
ДелОв то.... -
1 час назад, Dan сказал:Не, ну, есть академические манускрипты, где всё это объясняется, но я так от этого всего устал, что хочу простого объяснения на пальцах, типа, вот луч, он, сука, из трубочек, сари, как каждая трубочка изгибается в линзе, в результате, получается вот такая хренатень и + рисунок от руки на коленке. Вот, это я понимаю, объяснение
Cмысл объяснять ленивым?
-
42 минуты назад, Dan сказал:Но как ведут себя моды с расстоянием в пучке и при преломлении в линзе, пока остаётся без ответа
Почему без ответа. Ответ есть - многомодовый луч имеет пятно больше, чем одномодовый. И никакой линзой это не исправишь. Идеальный луч, с распределением Гаусса -жжёт!
44 минуты назад, Dan сказал:как будет выглядеть сферическая аберрация после линзы для каждой моды, то же интересно ...
Можете забить на это. Объясню почему. Луч лазер нельзя сфокусировать в точку.
1. Будет иметь место пятно не меньше длины волны.
2. Будет иметь место перетяжка равная длинна Рэлея умноженная на два.
-
 2
2
-
-
20.06.2021 в 17:21, vasa29 сказал:Интересно про физику процесса, возможную теорию заслушать.
Да, уж. Столько фигни наплели....
Давайте заметим, что лазер это не лампочка, а квантовый генератор, и что геометрическая оптика, которую проходят в физических курсах института имеет некоторые ограничения для представления реальной картины линзы..
Итак:
1. Идеальный лазерный луч с нулевой модой имеет в пятне распределение мощности в виде кривой Гаусса. И фокусируется линзой лучше всего. Другие моды отличные от нулевых - "бублик" или "бублик с пятном" фокусируются хуже и дают меньшую плотность мощности при одинаковой энергии. А режем мы не мощностью, а плотностью мощности. То есть мощность деленная на площадь. чем меньше пятно - при одинаковой мощности, тем лучше.
2. Тут пишут, что мощность падает как квадрат расстояния. Это для лампочки посредине комнаты. Если у тебя практически параллельный пучок энергии, а лазерный луч это именно это, то мощность от расстояния зависит совсем по другому закону. Иначе бы вы не смогли резать одинаковые штуки на расстоянии 0.5 метра и 2 метра.
3. Это только в идеальной тонкой линзе лучи света идеально фокусируются. В реальной линзе все не так. Если луч лазера мал в диаметре, а линза велика, то луч падает только на центр линзы. Центр линзы - практически плоский. Луч не фокусируется!!! Для того что бы луч хорошо фокусировался он должен заполнять практически всю поверхность линзы.
4. Луч лазера, реального лазера, не параллельный, а слегка расширяется. Это неизбежно с теми трубками, которые используются. Чем длиннее труба тем меньше расширение. чем короче - тем больше. Чем меньше выходное отверстие - тем меньше расширение, чем больше отверстие - тем больше расширение.
5. По этому, ели китайцы неправильно рассчитали совокупность "труба/расстояние/диаметр линзы" то при малых расстояниях и происходит, то что описано.
Могу сказать, что это бывает не только с китайцами. Мне в Зеленограде делали станок, на котором стоял щелевой излучатель Рофин-Синар 200 ватт. Была такая же фигня. В ближней зоне плохо прорезал. Отодвинули излучатель на метр с чем то - ситуация заметно улучшилась.
6. Именно по этому на лазеры ставят экспандеры, то есть телескопы. Они расширяют луч. Обычно в 1.5-2.0 раза. Заполняемость линзы увеличивается, что влияет на качество реза. Есть и еще одна выгода. В большом по диаметру луче, уменьшается нагрузка на зеркала. Зеркала работают дольше. Но возрастает диаметр зеркал.
Да, и экспандер ставят из этих соображений после лазера, до первого зеркала, а не перед линзой. И еще, сразу у лазера экспандер тоже не ставят. Так как после выхода из выходного окна, луч лазера еще не сформирован. И описывается не кривой Гаусса, хз чем. Сейчас уже не помню, как называется этот эффект, но когда то этим интересовался.
-
2
-
-
Написал.
-
 1
1
-
-
Продал, но кое что осталось.
Пишите почту. Если что то еще нужно.
-
Можно подробнее, про флешку с файлом, который нельзя скопировать?
По поводу воровства. Есть одна мысль. Надо с приятелем поговорить по поводу его проекта в Нск. Может найдется решение.
-
Написал...
-
Почту/телефон пишите.
-
Как фотограф фотографу...
Вы фотографировать умеете? Не просто жмакать на кнопку в телефоне, а понимать сущность? Думаю - нет.
Тогда немного теории простыми словами.
У каждого материала или инструмента для передачи изображения есть такое свойство - фотографическая широта.
Глаз - это офигенный инструмент. Он видит и воспринимает изображение с очень большим диапазоном яркость/контрастность. Миллионы единиц яркости.
Фотобумага - сотни.
Фанера - оргстекло десятки.
Поэтому что бы получить качественное изображение на материале с низкой контрастностью, изображение надо дорабатывать. Уменьшать контрастность, переводить в растр, где яркость это не чернота точек, а их размер и расположение.
Можно почитать в интернете про настройки перевода любого изображения в растр. Что касается конкретных настроек, то это завист в том числе и от фанеры и от оргстекла.
Лучше всего выбрать один важный кусок изображения, сделать 3-5 вариантов его перевода в растр и сразу сделать гравировку. Будет все понятно.Не забудьте, что воздействие на материал лазера - нелинейная функция: если энергии много, то чернее уже не будет, а если мало - то ничего не появится. В фотографии это называется потеря деталей в тенЯх и светАх. Лечится уменьшением контрастности изображения.
-
1
-
-
Тут все десятилетиями отлажено.
Фанера 18 мм. Ножи 23 мм.
Фанера обычная строительная.
Ножи можно купить у тех кто ими торгует. Продают нарезанными по метру.
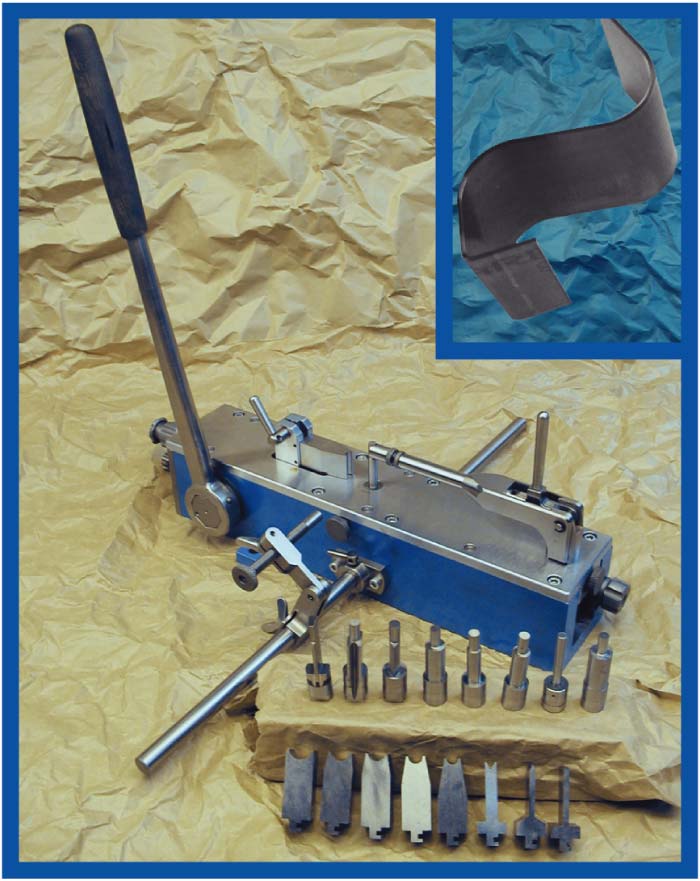
Оснастка для гибки у меня есть бэушная. Пресик с насадками. могу продать. Цена примерно 40 000 рублей. позволяет гнуть ножи.
Типа такой:

Резать ножи и высекать в них арки - нужны другие приблуды. Тоже есть и тоже бэушные.
Фанеру в долазерную эпоху пилили так: сверлили отверстие, а потом лобзиком пропиливали пазы. Сейчас можно и лазером с двух сторон порезать.
В целом - все доступно за не предельные деньги.
-
1
-
-
:-)
Еще важен такой параметр, как диаметр сопла. В файле он есть.
-
2
-
-
Мне тут советовать смысла нет.
Я говорил что в НАШИХ настройках стоит давление 3.0 - 3.5 атмосферы.
А какое давление должно стоять у вас надо смотреть в таблицах реза, идущих со станком, либо самому искать правильное соотношение между:
1. мощностью лазера.
2. скоростью реза.
3. толщиной металла
4. фокусным рассоянием
5. расстоянием от сопла до поверхности
6. положением линзы относительно сопла (заглублением фокуса)
7. давлением режущего газа.
Вот в файлике, который прикладываю есть описание таблиц реза для мощности 1 квт. Все на русском языке. Почитайте. Но в любом случае настраивать под свой станок все равно надо.
-
1
-
-
О каком давлении речь?
-
2 часа назад, Algasenok сказал:Тут половина участников работают на антифризе))
Отношусь к той части которая работает на воде.
И ничО!
Правда кое что работает на воде+антифриз.
Что бы животные не заводились и вообще.
Так что все может быть в нашей жизни.
-
Давление кислорода - устанавливайте на баллоне. Это правильно. Почитайте таблицы реза там есть указание режимов реза. В том числе кислорода. Больших давлений там нет.
Если вход один и стоит устройство и регулировки давление в программе -то регулировать можно. Если режете кислородом один и тот же материал то установите давление на баллоне, а в программе ничего не трогайте.
-
1
-
-
Я так думаю, что чудес не бывает. Компрессор выдает постоянное давление. и там все понятно.
А вот с балонным газом может быть все что угодно:
1. Газ покупаете у нищебродов, которые добывают его из поганок в курятнике.
2. У газа разное давление и степень очистки.
3. Регулятор для давления кислорода нашли на помойке.
4. Датчик в лазере для регулировки давления, если таковой есть в лазере серии "F" - глючит. И не дает постоянного давления.
5. Сбоят датчики и в кислород подмешивается воздух из компрессора. (У лазера 2 входа газа, один с регулируемым давлением, другой с нерегулируемым)
Из всего вышеперечисленного - сначала замените регулятор кислорода на хороший. Ибо люди купившие Бодор за 3-5 миллионов рублей и экономившие на регуляторе - мягко скажем приняли не самое правильное решение.
PS
Вы наверное знаете, что резка кислородом черного металла, это автогенная резка. Кислород служит окислителем, а энергия подводится лазерным пучком. Если с кислородом беда - то и ширина реза плавает. Вывод - проверьте весь кислородный тракт. Тем более, там давление при резке небольшое: 2-4 атмосферы всего. Мы режем при 3.5 атмосферах.
-
1
-
-
Это точно.
Прозрачные лаки - меньше энергии.
Кроющий белый, или темные краски - больше.
Особенно когда сетка с крупной ячейкой.
-
1
-
-
У нас к установке была инструкция, что нормальная работа по полимеризации УФ лака и УФ красок достигается при плотности экспозиции 180 ватт на дюйм. Имеется на условный дюйм по длине. При ширине сушилке 700-800 мм получается 6 квт. И то не всегда краска полимеризуется при нужной нам скорости.
УФ полимеризация кардинально отличается от глажки штанов. Которые можно гладить теплым утюгом 10 раз и они будут со стрелками. В УФ процессах есть пороговое значение энергии, при котором происходит полимеризация. И длительность экспозиции значения в целом не играет. Только пороговое значение энергии. Больше - да, меньше нет.
Плюс еще такая фишка как совпадение спектра УФ лампы и необходимого спектра для отверждения УФ лака. Обычно производители лака подразумевают, что лампы как раз и используются для полиграфии. Другой спектр + тепло как раз и могут давать желтизну. Это плохо.
Чудес не бывает.
-
1
-
-
В 02.02.2019 в 14:00, СивКА сказал:Поэтому: ещё раз - хорошее заземление, увлажнители воздуха, одежда и обувь..:)
Постоянно сталкиваемся со статикой, когда снимаем пленку с пластика для того, чтобы напечатать.
Используем локальный увлажнитель.
Когда печатаем на пластике цифрой, если пластик наэлектризован то капли чернил летят куда угодно, но только не туда куда надо. Изображение размывается.
В этом случае используем локальный ручной антистатик.
А все от низкой влажности. Пока не получается все помещение поддерживать в необходимой влажности.
-
2
-
-
Пробуй!
Кто мешает?
-
Что есть для тебя "дорого"?
Если ты расчитываешь заправить трубку по цене бака бензина для точилы, то обломись.
Ты назвал всех кто заставляет.
-
В 16.10.2018 в 00:06, Alex Reklab сказал:Так, что бодор очевидно далеко не "Лидеры", а очередные производители каких огромное количество в китае. А эксперту я желаю удачной эксплуатации станка, это определенно не худший вариант из возможных. Мне случалось видеть и значительно более запущенные производства и худшую культуру сборки. Но назвать эти станки особенными или инновационными нельзя. Вероятно китайцы пытаются придать им некоторый лоск европейности, закрываю Ось X, непонятным кожухом. Хайп в сторону Тротека, но по всем остальным фото, видно детально вся очевидная простота и обыкновенность этих станков.
Господину Gabber-у отдельное спасибо, за то что всколыхнул тему сравнения, обычно мы не втягиваемся в подобную полемику, но в отличие от любых других Китайцев, мы с 2010 года прикладываем свои навыки и мысль к станкам Raylogic, улучшаем и дорабатываем. А то, что Китайские братья регулярно их тырят, это давно известный факт.
Может и не по теме Рейлоджика, но так к сведению про Бодор.
Коллега ездил на этой неделе принимать машинку у Бодора, киловатник по металлу.
Демозал - как звездолет. Цех сборки станков - аэродром. Скоро выходят на IPO, все как заведенные работают. Только в цехе сборки больших лазеров больше 200 человек.Это цех мощных волоконников.
-
2
-
-
Предлагаю не заниматься изобретательством, а идти правильным путем, зная законы и правоустанавливающие документы.
Основной документ, который это регулирует, это Постановление Правительства РОССИЙСКОЙ ФЕДЕРАЦИИ от от 1 декабря 2009 года N 982.
Соответственно с последними изменениями.
Каждый может его прочитать и понять. Ума там не надо. Если написано - болты для рельсовых стыков - значит болты надо сертифицировать.
В общем случае надо сертифицировать, то что:1. война
2. яды
3. к телу
4. детям
5. внутрь
6. атом
7. И вообще))Для магазина, надо знать,что код твоего товара не поподают в этот перечень. Этого в 90% случаев - достаточно.
Для особо упорных можно сделать отказное письмо.
Это ваще уже полностью снимает все увертки товароведов.Вот пример нашего письма, которое мы делали в 14 году в конторе по сертификации. Их, контор таких полно везде.
Так что узнавайте коды ОКП и можете от своего лица писать в магазин, что товар не обязан сертифицироваться.
В 12.10.2018 в 07:51, PavelK сказал:Дополню, что вообще, по идее, желательно херачить этикетку "сделано в китае, поставщик херпроссышь где лимитед лтд, значёк запрещено для детей 0-6, не подлежит обязательной сертификации, срок годности не ограничен".
Просто для детских там свои требования на содержания разной фигни и гемороя с получением документов больше, чем профита от всего этого, и неадекваты в основном "яжемать".Предлагаю это похерить, как не отвечающее правилам торговли))
-
1
-

Продам рамки для перекидной системы.
в Продам
Опубликовано: · Жалоба на ответ
Разбирался на складе, нашел остатки рамок для перекидной системы.
Давно уже это направление закрыто, а вот остатки находятся.
Все рамки красные.
Цена за рамку -10 рублей. В коробке 100 штук.
Находятся в Москве, район ш. Энтузиастов.
Телефон 916 589-29-09